FSWツール
独自の製法にて高温強度不足、靱性不足、被接合材との反応性の課題を解決したIr基合金ツールを開発しました。
他の高融点金属と比較しても耐酸化性に優れた特徴をもっており、様々な材料の接合を可能にします。

FSW(摩擦攪拌接合)向けイリジウムツール
摩擦攪拌接合(Friction Stir Welding, FSW)は、被接合材料とツールとの間で発生する摩擦熱と、ツールの攪拌作用による被接合材料の塑性流動を利用した固相接合法です。継手の強度劣化、接合後の変形が小さいという利点があり、アルミニウムやその合金を対象として、信頼性が要求される自動車・鉄道車両・航空宇宙分野などですでに実用化されています。
一方で、金属の生産量の大半を占める鉄鋼材料へのFSWは、研究・開発は進められているものの、実用化は遅れています。その理由の1つとして、鉄鋼材料のように融点・高温強度が高い材料をFSWするためのツールが見出されていないことが挙げられていました。そこで、フルヤ金属が得意とするイリジウム(Ir)の合金で、新しいツール開発に取り組みました。鉄鋼材料をFSWするときのツールは1000~1200℃という高温に晒されます。FSW中のツールの酸化減耗や酸化物の生成は、ツールの摩耗を促進する原因となります。2000℃超の融点を持つ金属のほとんどは、1000~1200℃という温度域において酸素の影響を大きく受けるのに対し、イリジウム(Ir)は酸化減耗も酸化物の生成による増量もほとんどなく、最も耐酸化性に優れています。
また、Irを合金化することにより高温強度・高温硬度を上昇させ、鉄鋼材料等の高温材料をFSWできるツールを開発しました。このIr合金ツールにより、鉄鋼材料、チタン、酸化物分散強化白金の他、融点が鉄よりも1000℃以上高いMoのFSWにも成功しています。

フルボディタイプ

チップタイプ
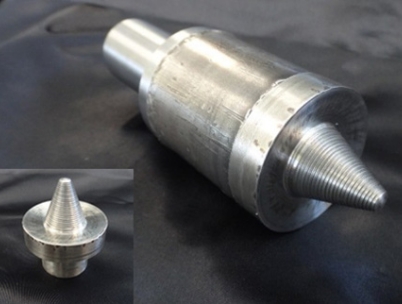
螺旋加工付

Ir合金ツールによるステンレス鋼のFSW
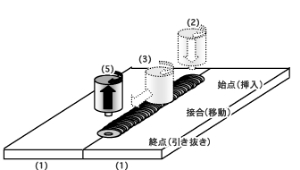
FSW施工の手順
- 2枚の被接合材料を突き合わせて拘束する。
- 突き合せ面上に高速回転したツールを挿入し、ショルダを被接合材料に接触させる。(プローブは被接合材に埋め込まれる。)
- ツールと被接合材料との間で発生した摩擦熱により被接合材料を軟化させ、回転するツールを接合方向へ移動する。
- 軟化した材料はツールの攪拌効果によりツール周辺を流動しつつ連続的にツール後方で固着し、2枚の被接合材料は接合されていく。
- 所定位置までの接合が終了したらツールを被接合材料から引き抜く。
適用例
ステンレスなどの高温材料に適用できます。
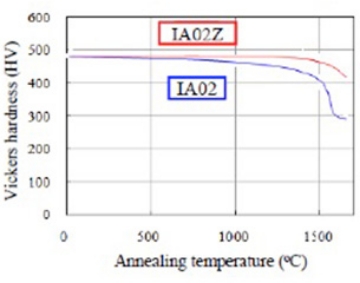
耐熱性
塑性加工後、1500℃で熱処理されても軟化しません。
耐酸化性
他の高融点金属よりも耐酸化性に優れています。

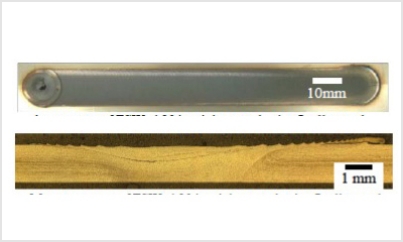
Ir合金ツールによる304ステンレス鋼のFSW
| 条件 | 1330rpm-320mm/min シールドガスなし スターインプレート |
|---|---|
| ツール材質 | IA02Z |
| ツール形状 | プローブ径6mm, プローブ高さ1.4mm, ショルダ径15mm |
| 被接合材 | SUS304 2mm厚 |
Ir合金ツールによるStir-in-plate FSW後の304ステンレス鋼
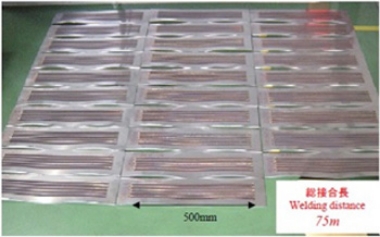
摩耗はしますが、折れないため再研削が可能です。
FSW後のツール外観

CONTACT
お問い合わせこんな内容もお気軽にお問い合わせください
- 受託成膜ではどれくらいのウエハサイズまで成膜可能ですか?
また、何℃までアニールできますか? - 使用済みのビート皿があります。
リサイクルして新しい製品を製造できますか? - 硝酸Ruの価格と最近の地金相場が知りたいです。
平日9時~17時まで受付中